용접봉 선택 (Dissimilar Welding Filler Metal Selection)
Willian F. Newell, Jr., PE; “Guideline for Welding P(T) 91" Page 23 of 48, 5 November 01
G. Guntz, M. Julien, G. Kittmann, F. Pellicani, Apoilly, J.C. Vaillant. “The T91 Book, Ferritic Tubes and Pipe for High Temperature Use in Boilers”, Vallourec Industries 1994, Revision 2.
“Recommended Practices for Welding of Chromium-Molybdenum Steel Piping and Tubing”, ANSI/AWS D10.8-96, American Welding Society.
D. Richardot, J.C. Vaillant, A. Arbab and W. Bendick. “The T92/P92 Book”, Vallourec & Mannessmann Tubes, 2000.
J. Arndt, K. Haarmann, G. Kottmann, J.C. Vaillant, W. Bendick and F. Deshayes. “The T23/T24 Book, New Grades for Waterwalls and Superheaters”, Vallourec & Mannessmann Tubes, 1998.
| Materials (P-Number) |
11 (P-No. 4) |
22 (P-No. 5A) |
91 (P-No. 15E) |
92 (P-No. 15E) |
SS (P-No. 8) |
| 11 (P-No. 4) |
B2 | B2 | B2 | B2 | 309 |
| 22 (P-No. 5A) |
B2 | B3 | B3 | B3,G | 309,Ni |
| 91 (P-No. 15E) |
B2 | B3 | B9 | W, G, B9 | Ni |
| 92 (P-No. 15E) |
B2 | B3,G | B, W, B9, G | B, W, G | Ni |
| SS (P-No. 8) |
309 | 309, Ni | Ni | Ni | SS, Ni |
Dissimilar Welding Filler Metal selections are options based on current technology or practice. Other filler metals may be necessary depending upon service conditions, buttering and overall PWHT requirements.
용접봉 선택 (Dissimilar Weld Combinations and Approach)
Willian F. Newell, Jr., PE; “Guideline for Welding P(T) 91" Page 23 of 48, 5 November 01
G. Guntz, M. Julien, G. Kittmann, F. Pellicani, Apoilly, J.C. Vaillant. “The T91 Book, Ferritic Tubes and Pipe for High Temperature Use in Boilers”, Vallourec Industries 1994, Revision 2.
“Recommended Practices for Welding of Chromium-Molybdenum Steel Piping and Tubing”, ANSI/AWS D10.8-96, American Welding Society.
P91 재질의 열처리 (1)
안성용, 강남현, “9-12% Cr강의 용접부에 미치는 δ-ferrite의 영향”, 대한용접·접합학회지, 2013, Vol.31 No.6
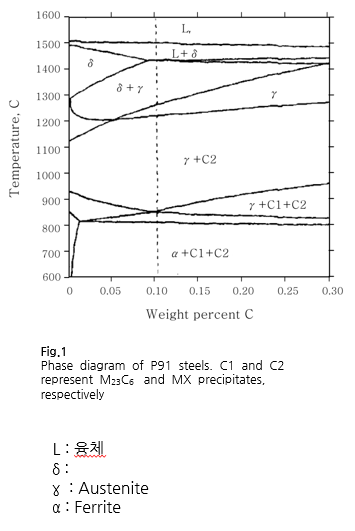
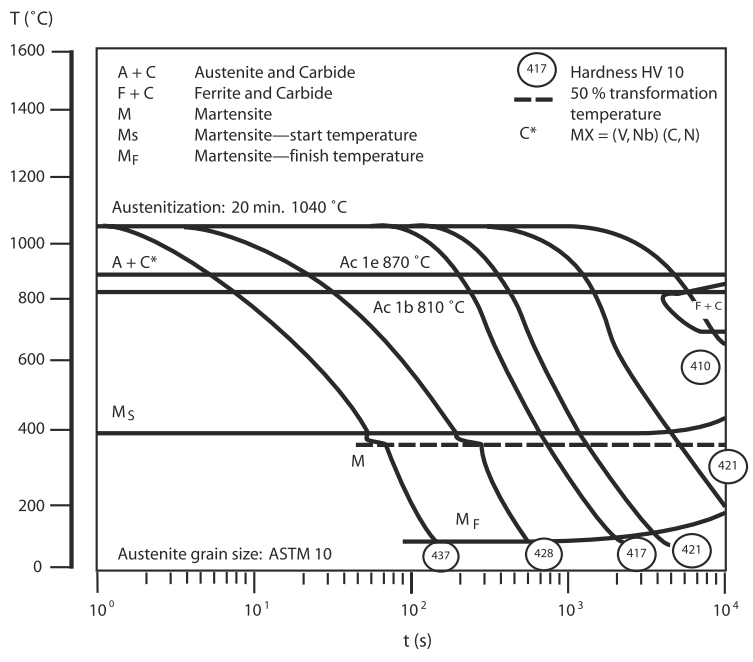
합금의 상변태 및 탄화물 형성은 상태도를 이용하여 예측할 수 있다. Fig. 1은 P91강의 상태도이며, 탄소 함량에 따른 평형상 및 탄화물의 존재 영역을 나타낸다. δ-ferrite는 1200℃ 이상의 고온역에서 생성되는 평형상으로 변태 구간은 합금조성에 따라 달라진다. 만약 합금조성 중 페라이트 형성원소가 많다면 1200℃ 보다 낮은 온도에서 δ-ferrite가 생성될 것이다. 상태도의 0.1wt.% 선상에 표시한 점선은 P91강의 변태선을 나타내며, 가열 및 냉각과정에서의 평형 상변태는 이 점선을 따라 진행된다. 만약 δ-ferrite와 오스테나이트의 이상 구간보다 낮은 온도에서 충분한 시간 동안 확산이 이루어진다면, 오스테나이트 단상으로 변태하여 냉각시 마르텐사이트로 변태한다. 그러나 냉각속도가 빠르면 오스테나이트로의 확산이 충분하지 않아 δ-ferrite는 그대로 잔류하게 된다. 따라서 용접 공정에서와 같이 급냉이 되는 경우 상온에서도 δ-ferrite와 오스테나이트가 공존하게 된다. 9-12%Cr강은 일반적으로 크립 파단강도와 인성을 위해 N+T(노말라이징+템퍼링) 열처리를 실시한다. 노말라이징 과정에서 융점이 낮은 M23C6 탄화물은 고용되지만, 융점이 1200℃ 부근인 MX상은 고용되지 않고 미세하게 분포한다. 이후 템퍼링 처리 시 M23C6 이 석출되기 시작하며 결국 MX상과 공존하며 이들 탄화물의 분산 및 석출 강화효과에 의해 9-12%Cr강은 우수한 고온강도를 가지게 된다. 반면 9-12%Cr강의 용접부에 존재하는 δ-ferrite는 탄화물과의 복합작용에 의한 노치민감도에 의한 인성 저하, 응고균열 증가, 중간 사용온도에서 σ상 석출이 촉진됨에 따른 취성, 고온 사용 온도에서의 creep연성 감소와 같은 기계적 성질에 악영향을 미친다는 보고가 있다.
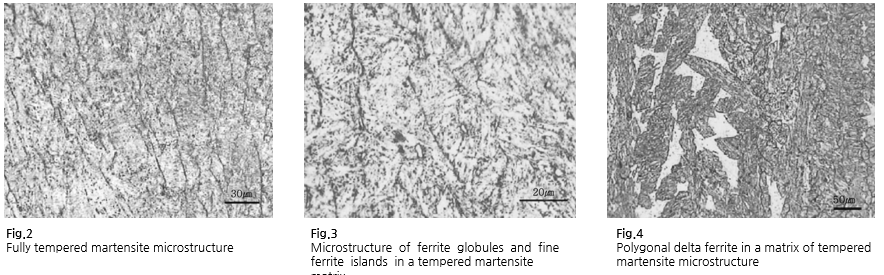
9-12%Cr강에 요구되는 기계적 성질을 만족하기 위해서는 완전한 템퍼드 마르텐사이트 조직이 요구된다. 용접 시 고 Cr강의 응고과정은 화학조성에 따라 오스테나이트 단상 조직 또는 δ-ferrite+오스테나이트의 복합조직이 형성된다. 용접 후 냉각과정에서 단상의 오스테나이트는 Fig. 2, Fig. 3과 같이 완전한 마르텐사이트 조직 또는 미량의 ferrite island를 형성하고, 이상의 복합조직은 Fig. 4와 같이 다각형의 δ-ferrite를 형성시켜 경도와 인성을 상당히 감소시킨다.
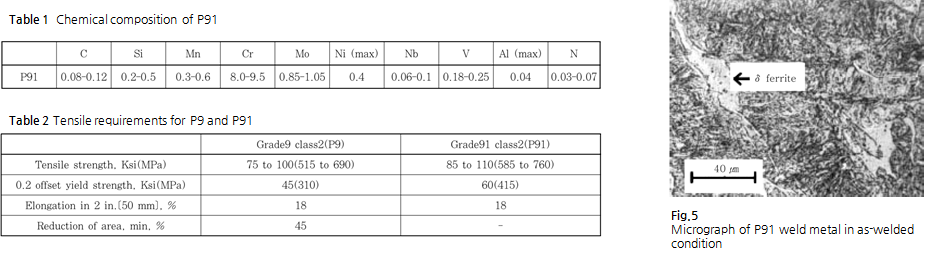
P91강은 기존의 P9(9Cr-1Mo)강에 Nb, V 등을 첨가(Table 1)하여 미세한 탄화물을 기지 내에 분산시킨 강재로서, 높은 온도와 압력에서 사용이 가능한 강재이다. P91강의 기계적 성질은 Table 2과 같이 P9강에 비해 인장강도, 항복강도가 우수한 것이 특징이다.
용접 시 P91강의 냉각과정은 Fig. 1 에서와 같이 융체 → δ-ferrite → 오스테나이트 → 마르텐사이트 순으로 이루어진다.
Fig. 5은 P91강의 템퍼드 마르텐사이트 기지 내에 존재하는 국부적인 δ-ferrite를 보여주며, 잔류 δ-ferrite 의 형성은 오스테나이트로의 변태를 억제하는 용접부의 빠른 냉각속도 때문에 발생하게 된다. 용접 완료후 접합부는 PWHT 전 오스테나이트 조직이 마르텐사이트 조직으로 완전히 변태되도록 200°F (93°C)까지 천천히 냉각하여야 한다.
P91 재질의 열처리 (2)
Willian F. Newell, Jr., PE; Guideline for Welding P(T) 91 Page 23 of 48, 5 November 01
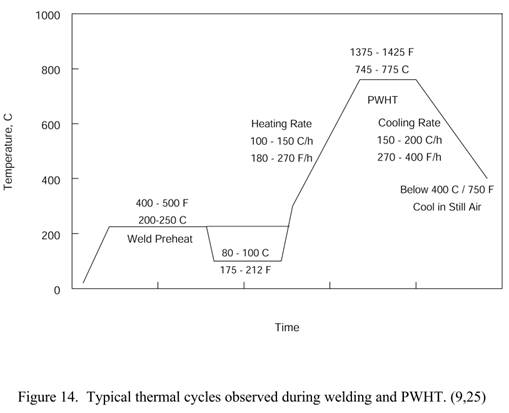
Figure 14 presents typical preheat, welding/interpass and PWHT schedules for P91 to P91. This figure illustrates cooling the weldments to room temperature prior to post weld heat treat to permit complete transformation to a martensitic structure. On large vessels and heavy-wall piping, this is not always practical. Successful practice over two decades has shown that satisfactory results can be obtained by allowing the completed weld to cool to the preheat temperature and holding this temperature continuously up to initiation of the post weld heat treat. Success is dependent on close attention to maximum interpass temperatures and time at temperature during the final post weld heat treat. As mentioned earlier, further investigation is needed to clarify this difference in methodology. Conversely, it was absolutely necessary to cool to room temperature prior to post weld heat treatment where X20* materials were involved. Thus, this flexibility offered by P91 materials is much more attractive to fabricators and installers.
* X20 Steel (12Cr-1MoVNi)
P91 재질의 열처리 (3)
Sperko Engineering Services Inc., "Welding Grade 91 Alloy Steel" Page 2 of 5, May, 2007
Preheat and interpass temperature are very important. A range of 400(204°C) to 550°F (288°C) is recommended, After welding is completed, the joint should be allowed to cool slowly to at least 200°F(93°C) after welding is completed to be sure that all the austenite has been transformed to martensite prior to postweld
heat treatment (PWHT). If this is not done, there is risk of martensite formation after PWHT; this will result in hard, brittle welds. For the metallurgists out there, the Mf temperature is above 212°F, varying some with the grain size.
The welding technique is also important. Since a wide, flat bead is best, a slight weave technique and high travel speed should be specified. Ropy beads are bad since tall, narrow beads tend to crack. Concave beads should also be avoided, particularly with SAW. Bead thickness should not exceed 1/8 in.(3.175mm) for SMAW and FCAW to promote tempering of previous passes. These conditions of welding should specified in the WPS to provide correct guidance to welders, not to give them a hard time. Be sure that your welders have been trained regarding these special requirements and that they comply with them.
When joining the high-chromium alloys to lower-chromium alloys or carbon steel, carbon in the lower-chromium steels will migrate to the higher-chromium steel during PWHT. This will result in a soft zone in the lower chromium steel. The higher the PWHT temperature and the longer the joint is held at PWHT temperature, the more diffusion occurs and the bigger the soft zone becomes. While the minimum PWHT temperature for welds involving Grade 91 welded to itself have been raised, the PHWT temperature for dissimilar joints remains at 1300°F (705°C) to minimize this undesirable effect. To minimize the size of the soft zone, do not heat treat dissimilar metal joints at temperatures much over minimum, and don’t hold them at temperature longer than is required by the applicable Code.
After PWHT, the weld hardness should be in the range of 200 to 275. Hardness up to 300 Brinnell may be accepted, but any hardness over 300 is an indication of inadequate PWHT. SMAW and SAW weld metal will exhibit higher hardness when compared to GTAW and FCAW. Hardness below 175 indicates overheating of the joint, and such joints should either be replaced or the part should be normalized and tempered.
ASME B31.1(2007) 에서 P-No. 5B Gr.2의 Min. PWHT 온도가 1300°F (705°C)였으나, ASME B31.1A(2008) “Addenda to ASME B31.1-2007” 에서 Min. PWHT 온도가 1350°F (730°C)로 변경됨. ASME B31.1(2018)에서 다시 Min. PWHT가 온도가 1300°F (705°C)로 변경되었음.
고 크롬강과 이종재질 용접시 최소 예열온도는 고 크롬강의 최소 예열온도에 맞춘다.
ASME B31.1-2010 Ed.에서 P-No. 5B Gr.2가 P-No. 15E로 변경됨
P91 재질의 열처리 (4)
AWS 5.28 (2005, 3rd Edition)
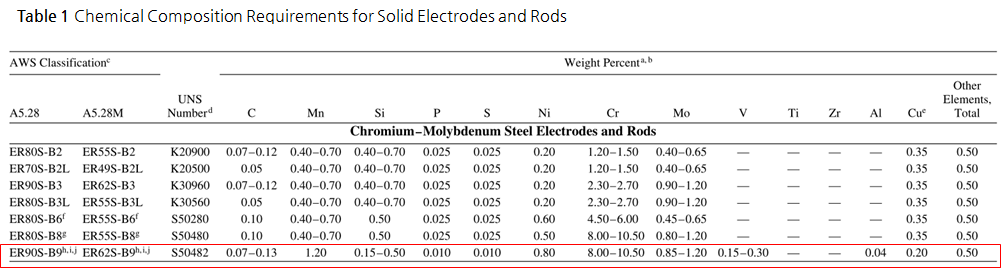
A7.15 ER90S-B9 [ER62S-B9], E90C-B9 [E62C-B9]
Classification (9 Cr-1 Mo-0.2V-0.07Nb(Cb)). ER90S-B9 [ER62S-B9] and E90C-B9 [E62C-B9] are 9Cr-1Mo wires modified with niobium (columbium) and vanadium designed to provide strength, toughness, fatigue life, oxidation resistance and corrosion resistance at elevated temperatures. Due to the higher elevated temperature properties of this alloy, components that are now fabricated from stainless and ferritic steels may be fabricated from a single alloy, eliminating problems associated with dissimilar welds.
In addition to the classification requirements in this specification, either impact toughness or high-temperature creep strength properties should be determined. Due to the influence of various levels of carbon and niobium (columbium), specific values and testing must be agreed to by the supplier and purchaser.
Thermal treatment of this alloy is critical and must be closely controlled. The temperature at which the microstructure has complete transformation into martensite (Mf) is relatively low; therefore, upon completion of welding and before post weld heat treatment, it is recommended to allow the weldment to cool to at least 200°F [93°C] to maximize transformation to martensite. The maximum allowable temperature for post weld heat treatment is also critical in that the lower transformation temperature (Ac1) is also comparably low. To aid in allowing for an adequate post weld heat treatment, the restriction of Mn + Ni has been imposed (see Table 1 footnote j, and Table 2 footnote g). The combination of Mn and Ni tends to lower the Ac1 temperature to the point where the PWHT temperature approaches the Ac1, possibly causing partial transformation of the microstructure. By restricting the Mn + Ni, the PWHT temperature will be sufficiently below the Ac1 to avoid this partial transformation.
P91 재질의 열처리 (Preheat)
ASME B31.1 (2020)
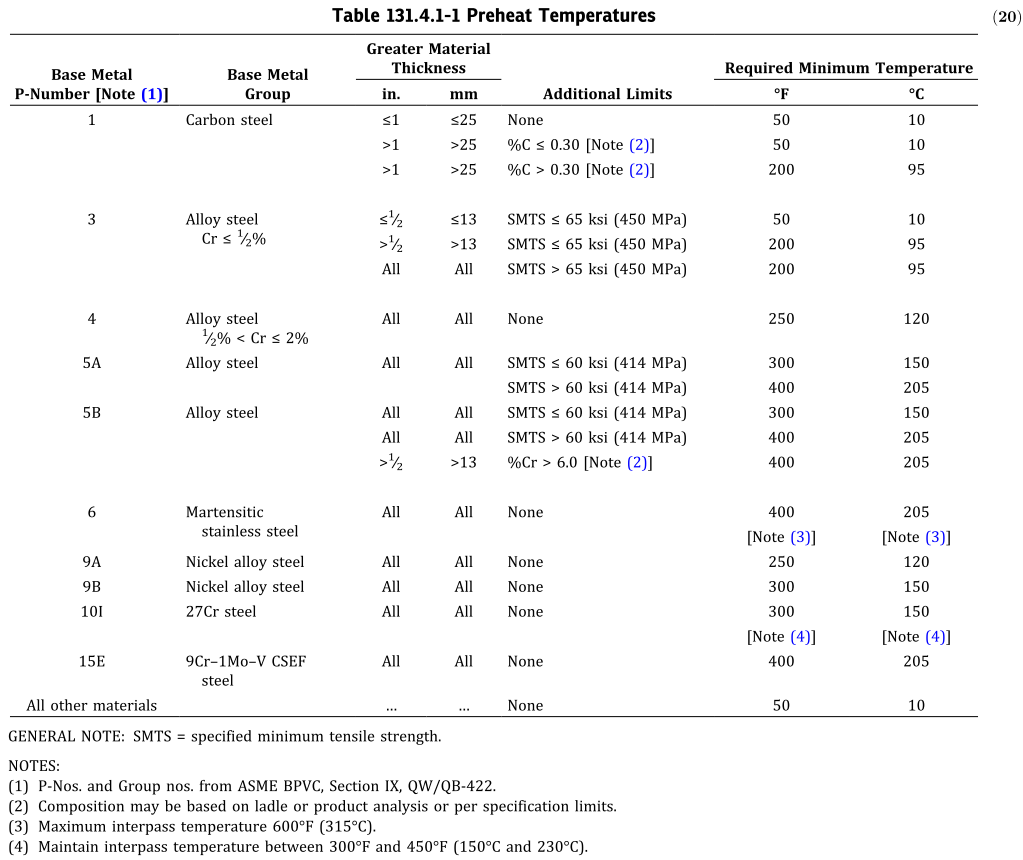
P91 재질의 열처리 (PWHT)
ASME B31.1(2020)
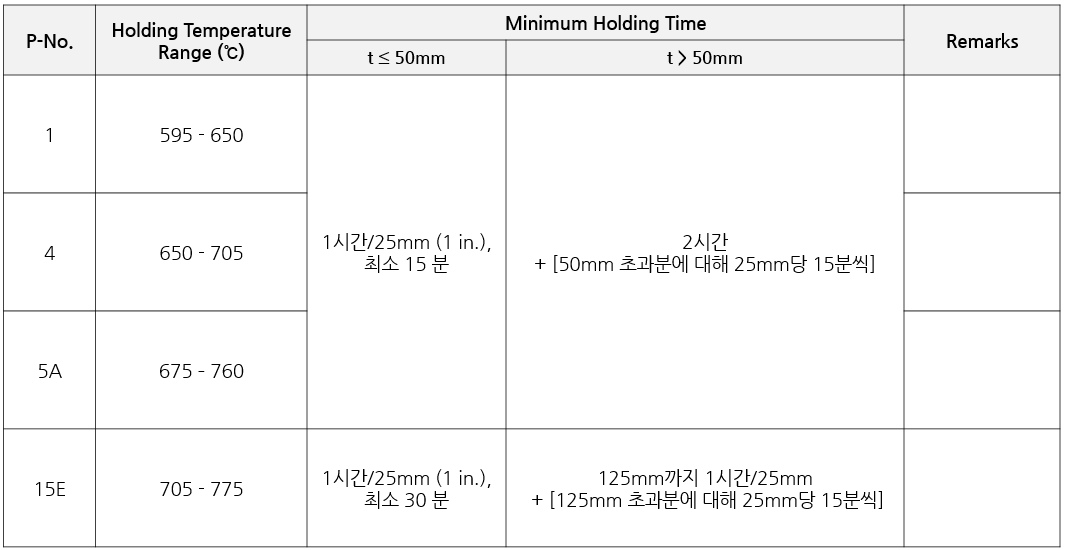
* The minimum PWHT holding temperature may be 1,250°F (675°C) for nominal material thicknesses (see para. 132.4.3) ≤1∕2 in. (13 mm).
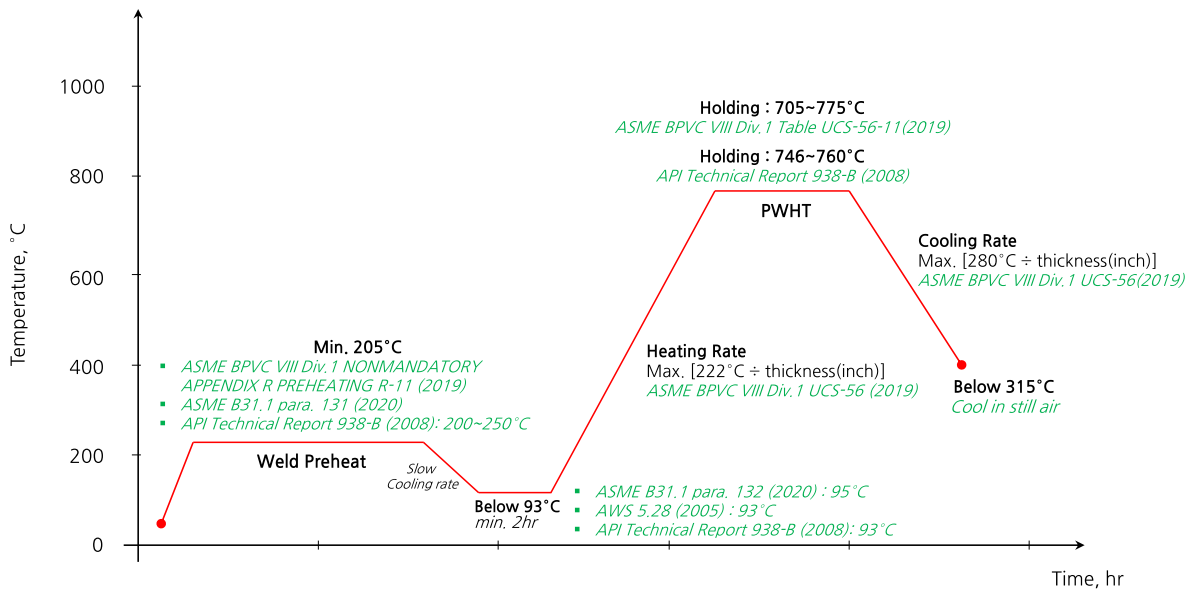
P91 재질의 열처리 곡선
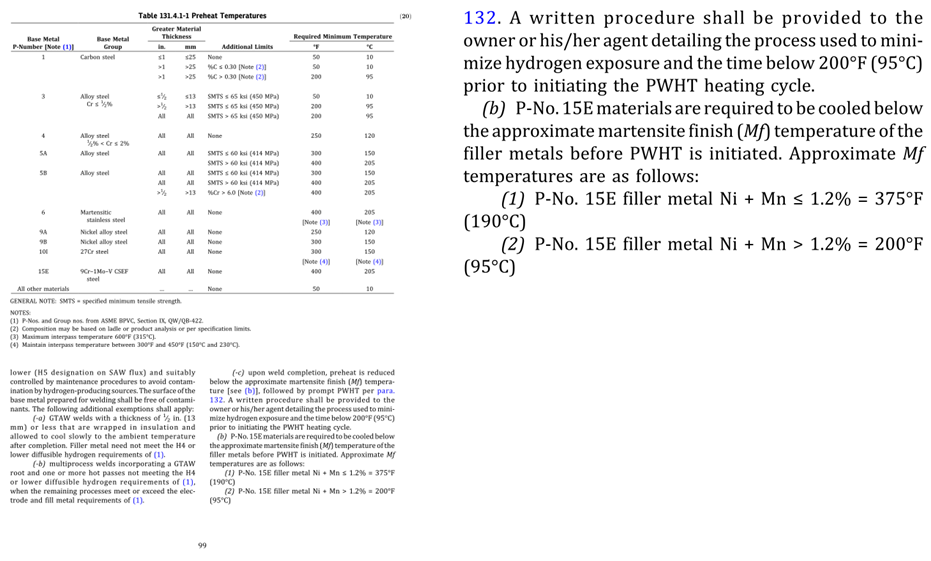
The temperature Mf is relatively low. Therefore, it must be emphasized that it is necessary to cool welds to below 93 °C (200 °F) before performing a PWHT. This cooling step is required in order to maximize austenite transformation to martensite. Austenite that is not transformed to martensite before PWHT will transform to martensite upon cooling from PWHT temperature and will lead to high weld hardness.
ASME BPVC VIII Div.1(2019), ASME B31.1(2020)
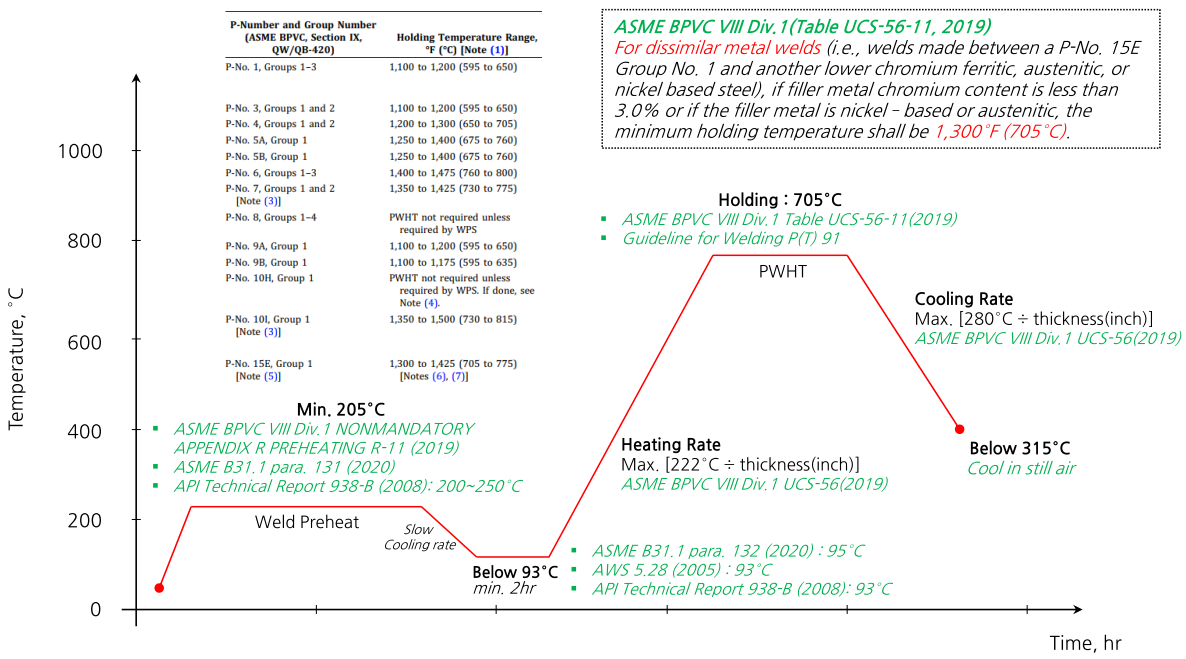
P91의 이종재질 용접의 열처리 곡선 : P11(4)[or P22(5A)] + P91(15E)
'Engineering > Welding & Heat Treatment' 카테고리의 다른 글
| ASME B31.1 의 P91 재질 PWHT 온도 변경 (0) | 2021.07.21 |
|---|---|
| What is weld overlay? (0) | 2014.07.17 |

